Annealing
-

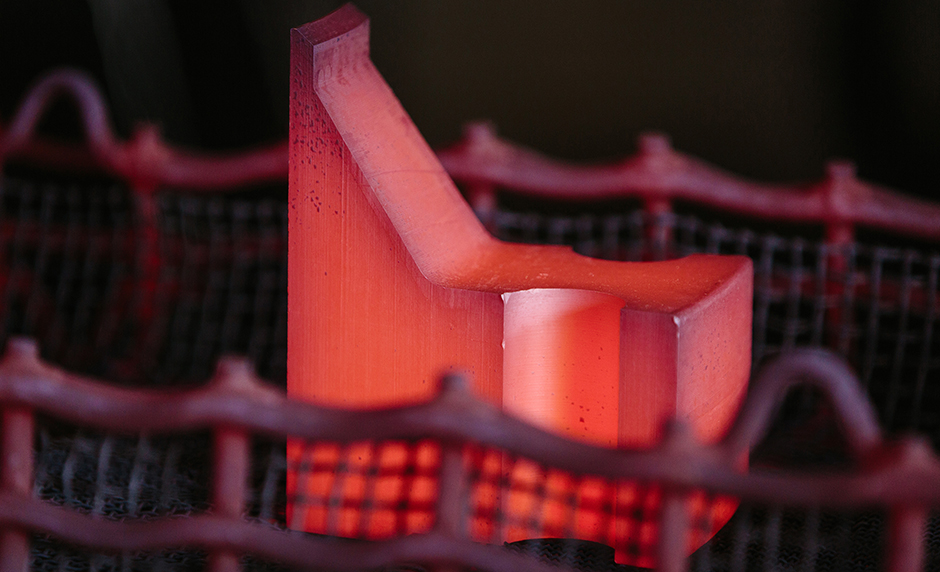
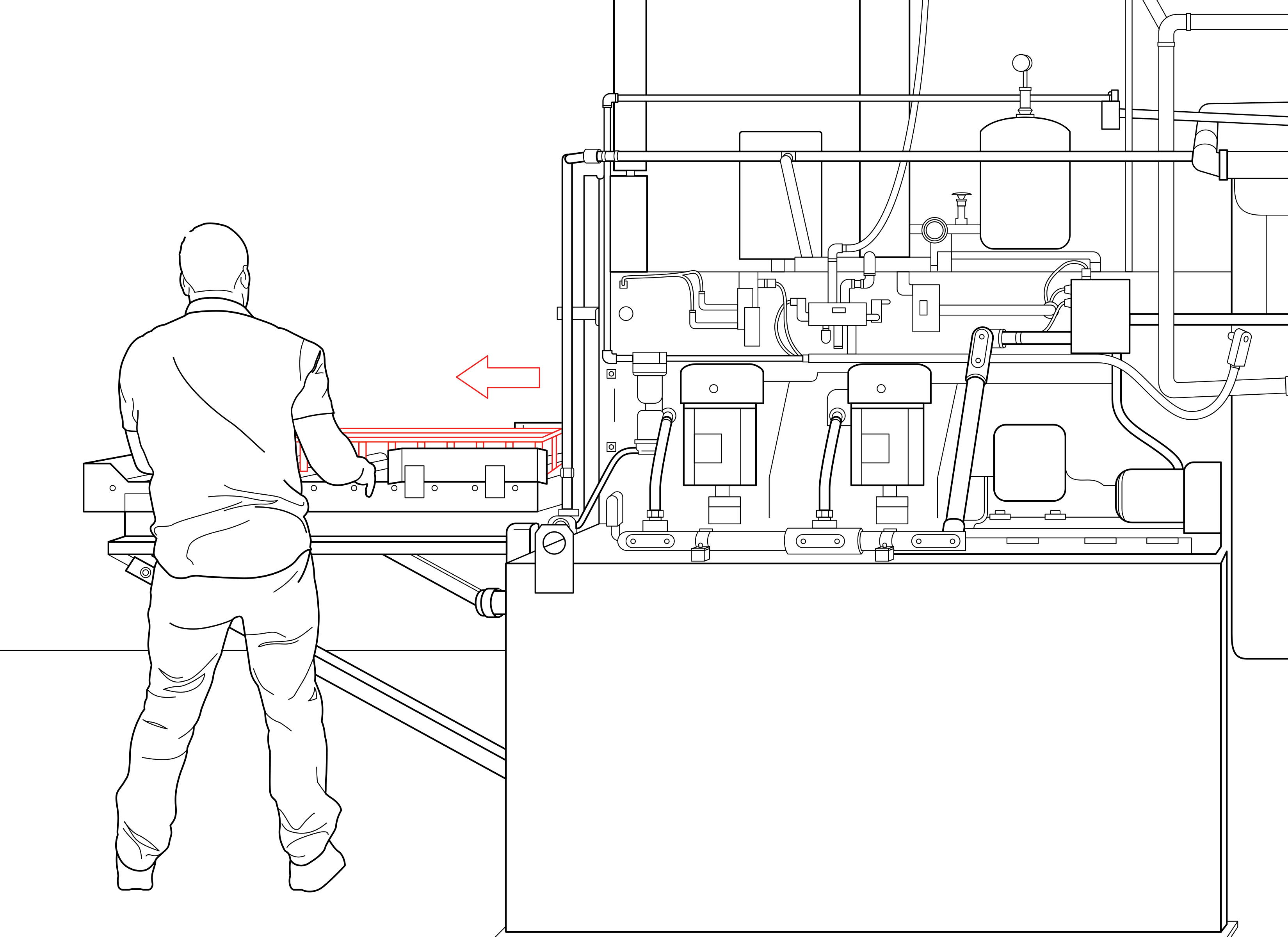
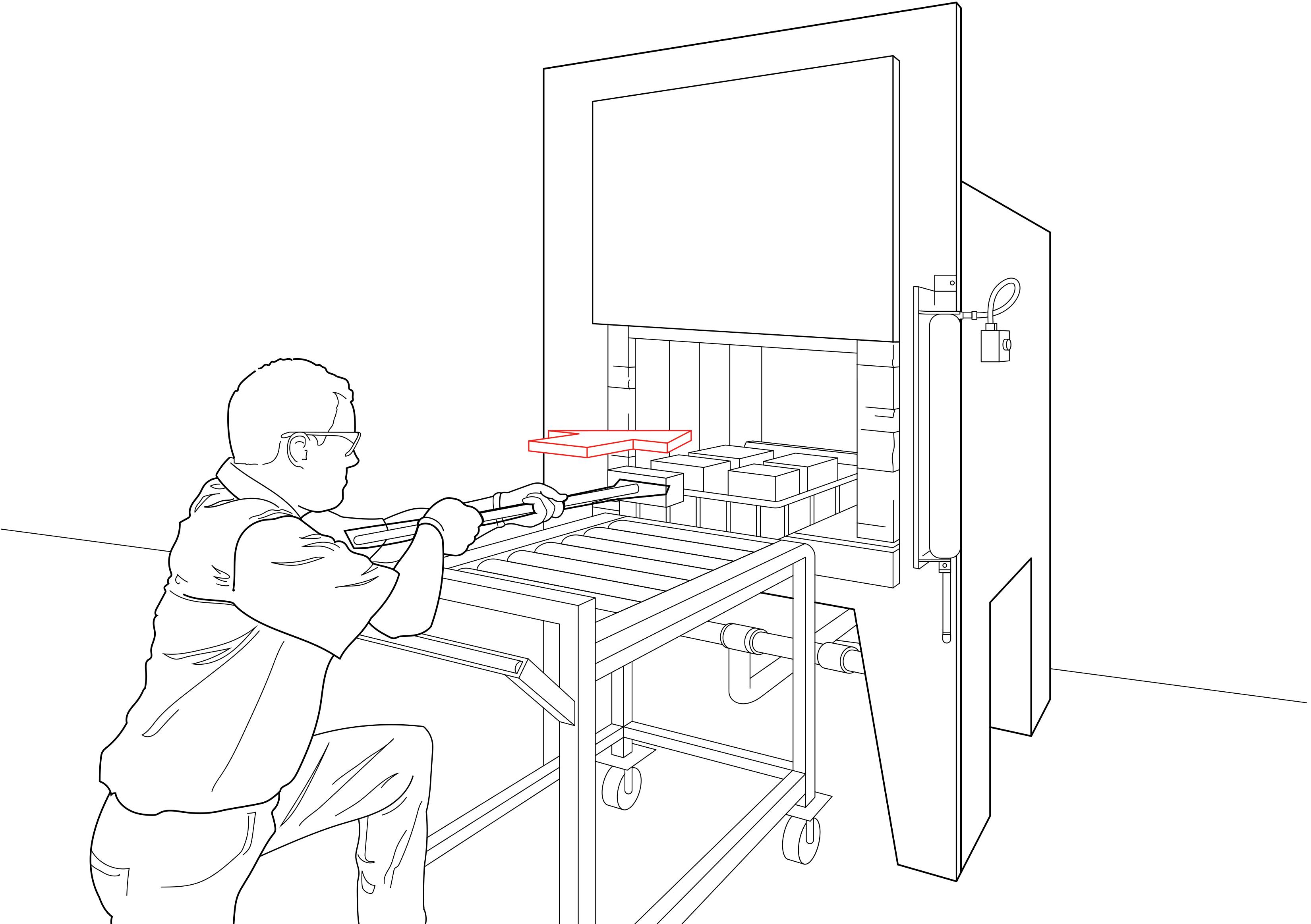
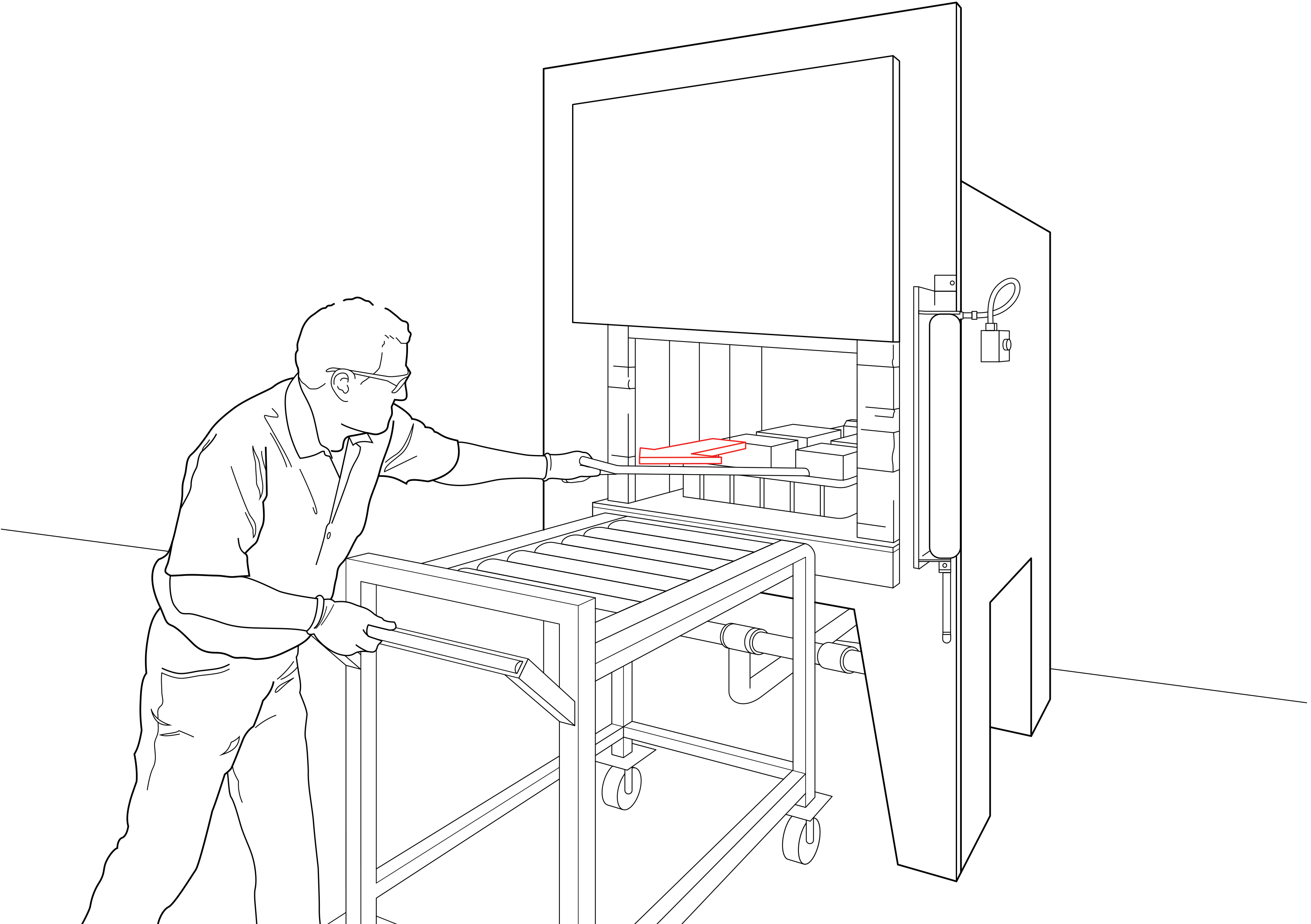
Annealing is a process involving heating and cooling, usually applied to produce softening of the metal to facilitate machining or forming operations. The term also refers to treatments intended to alter mechanical or physical properties, produce a definite microstructure, or remove gases. The temperature of the operation and the rate of cooling depend upon the material being annealed and the purpose of the treatment.
-
Full Annealing is a softening process in which steel is heated to a temperature above the transformation range, and after being held for a sufficient time at this temperature, is cooled slowly in the furnace to a temperature below the transformation range. Depending upon the alloy, temperatures for this process range from 1450°F to 1650°F. This process is typically only required for higher alloy steels, cast irons, and complex alloys.
-
Process Annealing, or sub-critical annealing, is usually applied to steel to soften the steel sufficiently to allow further processing, such as cold working or machining. The steel is heated close to, but below the transformation range, and then cooled. Temperatures for this process range from 1000°F to 1300°F, depending upon the alloy.
-
Stress Relief Annealing can be used to relieve internal stress from forming, machining, or welding in steel if further processing is not required. The steel is heated to about 1100°F and cooled.