
Aerospace
Ferocious temperatures, extreme environments, and exacting tolerances make aerospace applications incredibly difficult, though this is precisely where we excel.
Learn More
 Santa Fe Springs
Santa Fe Springs
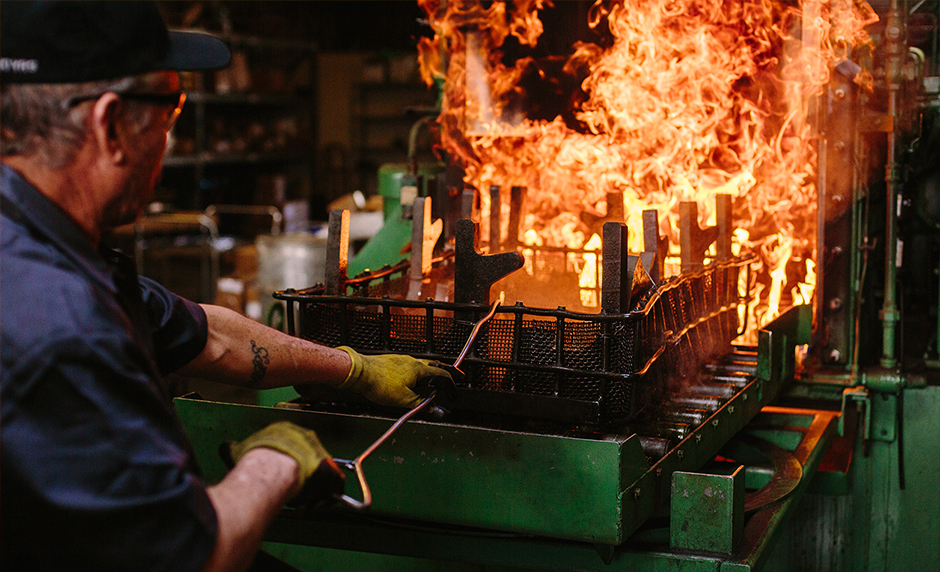
Case Hardening is a process of hardening ferrous alloys so that the surface layer or case is made substantially harder than the interior or core. The chemical composition of the surface layer is altered during the treatment by the addition of carbon, nitrogen, or both. City Steel Heat Treating provides the most common processes of Carburizing, Carbonitriding, and Gas Nitriding.
 Santa Fe Springs
Santa Fe Springs
Carburizing is a process used to harden low carbon steels that normally would not respond to quenching and tempering. This is done for economical reasons (utilizing less expensive steel) or design considerations to provide a tough part with good wear characteristics. Carburizing introduces carbon into a solid ferrous alloy by heating the metal in contact with a carbonaceous material to a temperature above the transformation range and holding at that temperature. The depth of penetration of carbon is dependent on temperature, time at temperature, and the composition of the carburizing agent. As a rough indication, a carburized depth of about .0.030 to 0.050 inches can be obtained in about 4 hours at 1700°F, depending upon the type of carburizing agent, which may be a solid, liquid, or gas. Since the primary object of carburizing is to secure a hard case and a relatively soft, tough core, only low-carbon steels (up to a maximum of about 0.25% carbon), either with or without alloying elements (nickel, chromium, manganese, molybdenum), are normally used. After carburizing, the steel will have a high carbon case graduating into the low-carbon core. Once the carburization is complete, the parts must be hardened and tempered to obtain the desired properties of both the core and the case.
 Santa Fe Springs
Santa Fe Springs
Carbonitriding is a process for case hardening steel part in a gas-carburizing atmosphere that contains ammonia in controlled percentages. The process is carried on above the transformation range, up to 1700°F. The parts are then quenched in oil to obtain maximum hardness. The depth to which carbon and nitrogen penetrate varies with temperature and time.
 Santa Fe Springs
Santa Fe Springs
Gas Nitriding consists of subjecting machined and heat-treated steel, free from surface decarburization, to the action of a nitrogenous medium, usually ammonia gas, at a temperature of approximately 950°F to 1050°F, creating a very hard surface. The surface hardening effect is due to the absorption of nitrogen, and subsequent heat treatment if the steel is unnecessary. The case is less than .020 inch deep and the highest hardness exists in the surface layers to a depth of only a few thousandths of an inch. Because of the low temperatures required for Gas Nitriding, distortion is very low compared to other Case Hardening processes.
More Information
Ferocious temperatures, extreme environments, and exacting tolerances make aerospace applications incredibly difficult, though this is precisely where we excel.
Learn More
Our high-precision brazing, plating, heat treating, and coating/finishing products have been tested and proven in the world’s most severe torture chamber – the guts of a rocket engine.
Learn More


Thermal-Vac has received certified recognition by these top accreditation programs.
Heat Treating

